Заваливает ли суспензия геометрию
12-01-2019 15:09
Это цитата сообщения oldTor Оригинальное сообщение
Заваливает ли суспензия геометрию?
Часто можно прочитать о том, что, дескать, применение суспензии заваливает геометрию. Так ли это?
И да и нет.
На этот вопрос невозможно ответить однозначно - работая на суспензии, можно получить нужное сглаживание границ фасок, можно получить некоторую "линзообразность" их, можно получить равномерную обработку плоскости, не нарушая её.
Всё это зависит от многих факторов, но вкратце их можно назвать - умением с суспензией работать. Это сложный инструмент в арсенале заточника, и как и другие, точно так же, управляем и подконтролен только тогда, когда человек не делает лишних движений, знает какие когда применять, на каком этапе и что именно он для чего делает. Если у него суспензия всегда валит геометрию - значит что-то в его действиях не так. Ну, и , чтобы проиллюстрировать, приведу некоторые фото. Сегодня затачивал бритву, на префинише применил магнитогорский сланец:
http://www.liveinternet.ru/users/oldtor/post402740078/
Использовал его с суспензией карасу, после применения, дал высохнуть суспензии и сделал фото, чтобы можно было оценить её количество - её было реально много:

Я специально взял её даже больше необходимого, ради демонстрации того, что работая даже на избыточном количестве суспензии, если это делать правильно, никакого завала геометрии не происходит (если только не делать это специально - это уже в зависимости от того, что нужно получить, варьируется техникой заточки). Сделал два микрофото с разными источниками света и разным их расположением, чтобы картина была более полной - по горизонтали каждого фото - 1мм.:


Как можно видеть, фаски выглядят даже чутка как бы вогнутыми - такой эффект характерен, когда они действительно плоские, хотя это зависит и от постановки света и от того, насколько плоскость фаски плоскопараллельна матрице камеры - учитывая тонкую ГРИП при микросъёмке, это не всегда просто сделать, а иногда для информативного освещения приходится фаску от плоскости матрицы отклонять, но в данном случае я специально постарался показать именно плоскостность фаски.
Далее, я выполнил финиш уже на чистом этом сланце:

И тут, хотелось бы отметить тот факт, что при правильной заточке бритвы, при переходе с работы с суспензией на работу на чистом камне (или сильно снижая насыщенность суспензии), всегда происходит некоторое повышение угла - работа происходит сразу на кромке, а не где-то ещё. Собственно, это совершенно закономерно и неоднократно об этом подробно писал, так что повторяться не стану.
Собственно, на тонких камнях, эта разница в угле примерно оказывается равна глубине риски, оставляемой камнем. Условно говоря. Можно конечно работать и дальше, но как правило, достаточно дойти до удаления рельефа от суспензии и получить его в зоне РК уже новый, от чистого камня, и этого вполне достаточно, ну иногда полезно чуть с запасом, поработать ещё минутку-две.
При микрофотографировании, как следствие, чтобы чётко сфокусироваться именно на кромке, уже приходится отклонять всю фаску в целом от плоскости в которой расположена матрица камеры, так как в ГРИП всё вместе - и часть фаски, оставшаяся обработанной на префинише и зона РК и сама кромка, проработанные на чистом камне - уже не помещается. Вот так это выглядит, масштаб съёмки тот же:

Для невооружённого взгляда, часто такое повышение угла незаметно, либо заметно слабо, по тому, как ближе к кромке матовость фаски, характерная после работы с суспензией, больше "проясняется" и начинает поблёскивать более ярко. Если фаска очень узкая, то этот эффект можно практически и не разглядеть, либо в силу узости фаски, либо в силу того, что поработали достаточно долго, чтобы вся фаска проработалась на чистом камне, но как правило, этот эффект становится заметен и на обушке, если бритва затачивалась без подклейки изоленты или скотча - вот когда-то делал фото этого момента - хорошо заметно, как на "лыске" обушка, участок ближе к полотну - более гладкий, от как раз такого перехода с работы на суспензии, на чистыйЧитать далее...
комментарии: 0
понравилось!
вверх^
к полной версии
Это цитата сообщения oldTor Оригинальное сообщение
Заваливает ли суспензия геометрию?
Часто можно прочитать о том, что, дескать, применение суспензии заваливает геометрию. Так ли это?
И да и нет.
На этот вопрос невозможно ответить однозначно - работая на суспензии, можно получить нужное сглаживание границ фасок, можно получить некоторую "линзообразность" их, можно получить равномерную обработку плоскости, не нарушая её.
Всё это зависит от многих факторов, но вкратце их можно назвать - умением с суспензией работать. Это сложный инструмент в арсенале заточника, и как и другие, точно так же, управляем и подконтролен только тогда, когда человек не делает лишних движений, знает какие когда применять, на каком этапе и что именно он для чего делает. Если у него суспензия всегда валит геометрию - значит что-то в его действиях не так. Ну, и , чтобы проиллюстрировать, приведу некоторые фото. Сегодня затачивал бритву, на префинише применил магнитогорский сланец:
http://www.liveinternet.ru/users/oldtor/post402740078/
Использовал его с суспензией карасу, после применения, дал высохнуть суспензии и сделал фото, чтобы можно было оценить её количество - её было реально много:

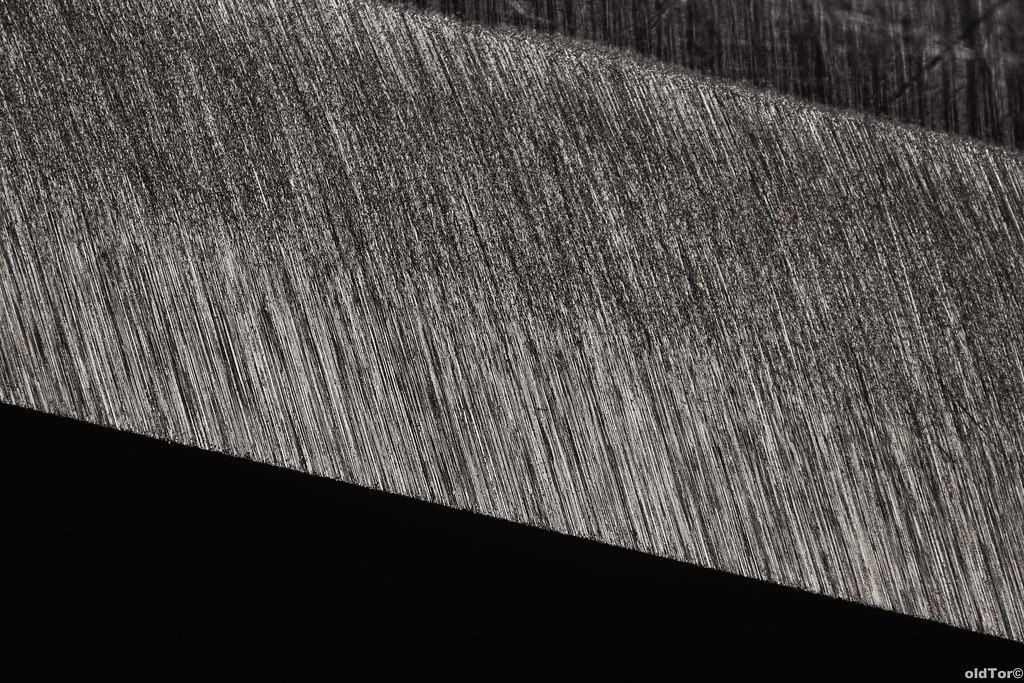
Я специально взял её даже больше необходимого, ради демонстрации того, что работая даже на избыточном количестве суспензии, если это делать правильно, никакого завала геометрии не происходит (если только не делать это специально - это уже в зависимости от того, что нужно получить, варьируется техникой заточки). Сделал два микрофото с разными источниками света и разным их расположением, чтобы картина была более полной - по горизонтали каждого фото - 1мм.:


Как можно видеть, фаски выглядят даже чутка как бы вогнутыми - такой эффект характерен, когда они действительно плоские, хотя это зависит и от постановки света и от того, насколько плоскость фаски плоскопараллельна матрице камеры - учитывая тонкую ГРИП при микросъёмке, это не всегда просто сделать, а иногда для информативного освещения приходится фаску от плоскости матрицы отклонять, но в данном случае я специально постарался показать именно плоскостность фаски.
Далее, я выполнил финиш уже на чистом этом сланце:

И тут, хотелось бы отметить тот факт, что при правильной заточке бритвы, при переходе с работы с суспензией на работу на чистом камне (или сильно снижая насыщенность суспензии), всегда происходит некоторое повышение угла - работа происходит сразу на кромке, а не где-то ещё. Собственно, это совершенно закономерно и неоднократно об этом подробно писал, так что повторяться не стану.
Собственно, на тонких камнях, эта разница в угле примерно оказывается равна глубине риски, оставляемой камнем. Условно говоря. Можно конечно работать и дальше, но как правило, достаточно дойти до удаления рельефа от суспензии и получить его в зоне РК уже новый, от чистого камня, и этого вполне достаточно, ну иногда полезно чуть с запасом, поработать ещё минутку-две.
При микрофотографировании, как следствие, чтобы чётко сфокусироваться именно на кромке, уже приходится отклонять всю фаску в целом от плоскости в которой расположена матрица камеры, так как в ГРИП всё вместе - и часть фаски, оставшаяся обработанной на префинише и зона РК и сама кромка, проработанные на чистом камне - уже не помещается. Вот так это выглядит, масштаб съёмки тот же:

Для невооружённого взгляда, часто такое повышение угла незаметно, либо заметно слабо, по тому, как ближе к кромке матовость фаски, характерная после работы с суспензией, больше "проясняется" и начинает поблёскивать более ярко. Если фаска очень узкая, то этот эффект можно практически и не разглядеть, либо в силу узости фаски, либо в силу того, что поработали достаточно долго, чтобы вся фаска проработалась на чистом камне, но как правило, этот эффект становится заметен и на обушке, если бритва затачивалась без подклейки изоленты или скотча - вот когда-то делал фото этого момента - хорошо заметно, как на "лыске" обушка, участок ближе к полотну - более гладкий, от как раз такого перехода с работы на суспензии, на чистый
Без заголовка
04-11-2018 14:11
Это цитата сообщения oldTor Оригинальное сообщение
Как выравнивать и притирать бруски и камни для заточки. Часть 2. Видео
комментарии: 0
понравилось!
вверх^
к полной версии
Это цитата сообщения oldTor Оригинальное сообщение
Как выравнивать и притирать бруски и камни для заточки. Часть 2. Видео
Без заголовка
04-11-2018 14:11
Это цитата сообщения oldTor Оригинальное сообщение
Как выравнивать и притирать бруски и камни для заточки. Часть 1. Видео
комментарии: 0
понравилось!
вверх^
к полной версии
Это цитата сообщения oldTor Оригинальное сообщение
Как выравнивать и притирать бруски и камни для заточки. Часть 1. Видео
Без заголовка
04-11-2018 14:05
Это цитата сообщения oldTor Оригинальное сообщение
Заточка ножа из стали 440с на Гриталон м3
Затачивал тут нож из 440с, префиниш делал на Гриталоне м3 водном, который потвёрже. ну что - кушает очень быстро, ожидал что будет несколько менее шероховатый результат, но нормально - дальше на чарнли ушёл легко на финиш с небольшим повышением угла.
Заточку делал с помощью "костыля", вот решил сделать фото одного немаловажного момента, так как сталкиваюсь с тем, что его не всегда понимают.
Собственно фото после Гриталона - угол в процессе _не менял_ - по горизонтали 2мм.:
 Заточка стали 440с на Gritalon м3
Заточка стали 440с на Gritalon м3
Как можно видеть, несмотря на заточку с помощью приспособы, произошло повышение угла. Небольшое, сопоставимое с глубиной риски. Засчёт чего?
Засчёт, как всегда, совокупности факторов.
Смена направления движений и их характера - сначала я прорабатывал переменными недлинными движениями вперёд-назад (которые всегда дают практически эффект "качения" и тут, при применении приспособ с подвижным абразивом, например - становится очень критичным вес штанги и бруска - инерционность и вес увеличивают этот эффект "качения" и отклонения от плоскости усугубляются) и с толикой суспензии, а заканчивал - на чистом и делая длинные проходы в одном направлении. Что при этом произошло:
1) Ушла "подушка" суспензии, пусть и слабоконцентрированной - но она влияла на глубину врезания зерна в сталь.
2) Длинные проходы сугубо на зерно, режут глубже и больше именно на РК, и чем активнее резание выбранного абразива, тем больше прирастает это мизерное увеличение угла.
Ещё на это можно влиять, меняя наклон рисок - чем они ближе к перпендикуляру к линии РК - тем больше нагрузки на кромку и тем, опять-таки, глубже врезание зерна.
Да, если хочется или нужно, получить всю фаску максимально однородной - можно поработать ещё, пока до границы со спуском не проточится последней манерой движений, но обычно в этом нет нужды, тем более, что для невооружённого взгляда это всё незаметно.
комментарии: 0
понравилось!
вверх^
к полной версии
Это цитата сообщения oldTor Оригинальное сообщение
Заточка ножа из стали 440с на Гриталон м3
Затачивал тут нож из 440с, префиниш делал на Гриталоне м3 водном, который потвёрже. ну что - кушает очень быстро, ожидал что будет несколько менее шероховатый результат, но нормально - дальше на чарнли ушёл легко на финиш с небольшим повышением угла.
Заточку делал с помощью "костыля", вот решил сделать фото одного немаловажного момента, так как сталкиваюсь с тем, что его не всегда понимают.
Собственно фото после Гриталона - угол в процессе _не менял_ - по горизонтали 2мм.:
Заточка стали 440с на Gritalon м3 Как можно видеть, несмотря на заточку с помощью приспособы, произошло повышение угла. Небольшое, сопоставимое с глубиной риски. Засчёт чего?
Засчёт, как всегда, совокупности факторов.
Смена направления движений и их характера - сначала я прорабатывал переменными недлинными движениями вперёд-назад (которые всегда дают практически эффект "качения" и тут, при применении приспособ с подвижным абразивом, например - становится очень критичным вес штанги и бруска - инерционность и вес увеличивают этот эффект "качения" и отклонения от плоскости усугубляются) и с толикой суспензии, а заканчивал - на чистом и делая длинные проходы в одном направлении. Что при этом произошло:
1) Ушла "подушка" суспензии, пусть и слабоконцентрированной - но она влияла на глубину врезания зерна в сталь.
2) Длинные проходы сугубо на зерно, режут глубже и больше именно на РК, и чем активнее резание выбранного абразива, тем больше прирастает это мизерное увеличение угла.
Ещё на это можно влиять, меняя наклон рисок - чем они ближе к перпендикуляру к линии РК - тем больше нагрузки на кромку и тем, опять-таки, глубже врезание зерна.
Да, если хочется или нужно, получить всю фаску максимально однородной - можно поработать ещё, пока до границы со спуском не проточится последней манерой движений, но обычно в этом нет нужды, тем более, что для невооружённого взгляда это всё незаметно.
Без заголовка
04-11-2018 13:58
Это цитата сообщения oldTor Оригинальное сообщение
Как правильно затачивать: "на зерно" или "от зерна". Как лучше удалять заусенец. Видео
комментарии: 0
понравилось!
вверх^
к полной версии
Это цитата сообщения oldTor Оригинальное сообщение
Как правильно затачивать: "на зерно" или "от зерна". Как лучше удалять заусенец. Видео
Без заголовка
04-11-2018 13:54
Это цитата сообщения oldTor Оригинальное сообщение
Тест на рез волоса. Handing Hair Test (HHT). Мифы и реальность. Видео
комментарии: 0
понравилось!
вверх^
к полной версии
Это цитата сообщения oldTor Оригинальное сообщение
Тест на рез волоса. Handing Hair Test (HHT). Мифы и реальность. Видео
Без заголовка
12-05-2018 21:47
Это цитата сообщения oldTor Оригинальное сообщение
Дефектный слой и мгновенные температуры при заточке\шлифовке (механизированной)
"Дефектный слой на поверхности режущего инструмента получается потому, что при заточке поверхность затачиваемого инструмента очень сильно нагревается. Температура в тонком слое на поверхности инструмента достигает нескольких сот градусов (800-1000°). Под влиянием, такого нагрева появляются так называемые шлифовочные ожоги, структура поверхностного слоя стального инструмента изменяется.
Кроме того, этот тонкий слой, почти мгновенно нагревшийся до очень высокой температуры, почти также быстро охлаждается со скоростью до 1000° -в секунду, так как остальная масса инструмента холодная. В ре-зультате этого происходит вторичная закалка, причем явно некачественная. Если инструмент изготовлен из углеродистой стали, то температура даже 800° для него излишне высока, и поверхностный слой окажется пере-гретым.
Если же инструмент изготовлен Ή3 быстрорежущей стали, то температура даже 1000° для нее совершенно недостаточна (для закалки быстрорежущей стали тре-буется температура 1250-1300°), и поверхностный слой окажется недогретым. А если быстрорежущую сталь не-догреть при закалке, то красностойкость ее сильно пони-зится.
Это еще не все. Некачественно закаленный поверхностный слой является еще и неотпущенным. А это так-же очень плохо: закаленная, но неотпущенная углеродистая сталь слишком хрупка, а закаленная, но неотпущен-ная быстрорежущая сталь имеет пониженную твердость, стало быть, ее износостойкость будет также пони-женной.
Но и это еще не все. Под некачественно закаленным поверхностным слоем находится второй слой, который также нагревается при заточке, но до температуры 600-800°. При такой температуре происходит отпуск этого слоя. Твердость его снижается с 60-62 единиц по Роквеллу до 55-58 (быстрорежущая сталь) и до 30- 35 (углеродистая сталь).
Таким образом, получается, что от заточки на поверх-ности стального инструмента образуется тонкий некаче-ственно закаленный и неотпущенный слой, который лежит на переотпущенном слое, потерявшем нормальную твердость."
http://markmet.ru/kniga-po-met...ego-instrumenta
По мгновенным температурам:
"При шлифовании различают следующие основные температуры:
1) среднюю установившуюся температуру поверхности детали (изменяется в пределах от 20 до 400° С в зависимости от режима шлифования, размеров и материала детали и условий охлаждения);
2) мгновенную контактную температуру в зоне резания (изменяется в пределах от 150 до 1200° С);
3) мгновенную температуру резания отдельными абразивными зернами (изменяется в пределах от 1000° С до температуры плавления шлифуемого металла).
^ Высокая температура при шлифовании (до 1000 - 1500° С) возникает в результате наличия у зерен разнообразной, неправильной геометрии режущей части (отрицательного переднего угла) и большой скорости резания. С увеличением износа зерен температура при шлифовании повышается, что может вызвать деформацию детали, прижог, структурные изменения и трещины на обработанной поверхности. Для
снижения температуры при шлифовании сталей применяют обильное (10 - 60 л/мин) охлаждение. Смазочно-охлаждающие жидкости способствуют также удалению абразивной и металлической пыли из воздуха и очищению пор круга от продуктов отхода, повышают производительность и уменьшают шероховатость обработанной поверхности; снижается и размягчение связки круга, которое получается вследствие нагрева.
Высокие мгновенные температуры в зоне резания приводят к изменению структуры поверхностного слоя шлифуемой детали, появлению тепловых деформаций детали, остаточных деформаций, прижогов и трещин, возникающих в процессе шлифования.
Прижоги и трещины возникают в основном при шлифовании закаленных стальных деталей, имеющих высокую твердость и прочность, или появляются на деталях, изготовленных из металлов с низкой теплопроводностью (например, жаропрочные сплавы). [4]
При шлифовании быстрорежущей стали опасность появления трещин значительно увеличивается, так как она имеет меньшую теплопроводность по сравнению с углеродистыми сталями."
Не помню откуда- ссылки не сохранилось.
В общем, существует миф, что "быстрорез красностойкий и потому точить механизированными средствами его можно более небрежно, так как что ему сделается", который демонстрирует полное отсутствие понимания этими мифотворцами, процессов происходящих при шлифовании и заточке.
А если учесть, сколько народу "затачивают" вовсе без СОЖ клинки из таких сталей, механизированными средствами и притом не озабочиваются оставлением припуска на снятие дефектного слоя и дальнейшей заточке по-людски, то неудивительно, что часто у новых ножей, кромка ведёт себя непредсказуемо, непонятно, стойкостью не обладает толком, и выходит на нормальные и стабильные показатели по стойкости, только после нескольких (!) переточек, уже по-людски.
комментарии: 0
понравилось!
вверх^
к полной версии
Это цитата сообщения oldTor Оригинальное сообщение
Дефектный слой и мгновенные температуры при заточке\шлифовке (механизированной)
"Дефектный слой на поверхности режущего инструмента получается потому, что при заточке поверхность затачиваемого инструмента очень сильно нагревается. Температура в тонком слое на поверхности инструмента достигает нескольких сот градусов (800-1000°). Под влиянием, такого нагрева появляются так называемые шлифовочные ожоги, структура поверхностного слоя стального инструмента изменяется.
Кроме того, этот тонкий слой, почти мгновенно нагревшийся до очень высокой температуры, почти также быстро охлаждается со скоростью до 1000° -в секунду, так как остальная масса инструмента холодная. В ре-зультате этого происходит вторичная закалка, причем явно некачественная. Если инструмент изготовлен из углеродистой стали, то температура даже 800° для него излишне высока, и поверхностный слой окажется пере-гретым.
Если же инструмент изготовлен Ή3 быстрорежущей стали, то температура даже 1000° для нее совершенно недостаточна (для закалки быстрорежущей стали тре-буется температура 1250-1300°), и поверхностный слой окажется недогретым. А если быстрорежущую сталь не-догреть при закалке, то красностойкость ее сильно пони-зится.
Это еще не все. Некачественно закаленный поверхностный слой является еще и неотпущенным. А это так-же очень плохо: закаленная, но неотпущенная углеродистая сталь слишком хрупка, а закаленная, но неотпущен-ная быстрорежущая сталь имеет пониженную твердость, стало быть, ее износостойкость будет также пони-женной.
Но и это еще не все. Под некачественно закаленным поверхностным слоем находится второй слой, который также нагревается при заточке, но до температуры 600-800°. При такой температуре происходит отпуск этого слоя. Твердость его снижается с 60-62 единиц по Роквеллу до 55-58 (быстрорежущая сталь) и до 30- 35 (углеродистая сталь).
Таким образом, получается, что от заточки на поверх-ности стального инструмента образуется тонкий некаче-ственно закаленный и неотпущенный слой, который лежит на переотпущенном слое, потерявшем нормальную твердость."
http://markmet.ru/kniga-po-met...ego-instrumenta
По мгновенным температурам:
"При шлифовании различают следующие основные температуры:
1) среднюю установившуюся температуру поверхности детали (изменяется в пределах от 20 до 400° С в зависимости от режима шлифования, размеров и материала детали и условий охлаждения);
2) мгновенную контактную температуру в зоне резания (изменяется в пределах от 150 до 1200° С);
3) мгновенную температуру резания отдельными абразивными зернами (изменяется в пределах от 1000° С до температуры плавления шлифуемого металла).
^ Высокая температура при шлифовании (до 1000 - 1500° С) возникает в результате наличия у зерен разнообразной, неправильной геометрии режущей части (отрицательного переднего угла) и большой скорости резания. С увеличением износа зерен температура при шлифовании повышается, что может вызвать деформацию детали, прижог, структурные изменения и трещины на обработанной поверхности. Для
снижения температуры при шлифовании сталей применяют обильное (10 - 60 л/мин) охлаждение. Смазочно-охлаждающие жидкости способствуют также удалению абразивной и металлической пыли из воздуха и очищению пор круга от продуктов отхода, повышают производительность и уменьшают шероховатость обработанной поверхности; снижается и размягчение связки круга, которое получается вследствие нагрева.
Высокие мгновенные температуры в зоне резания приводят к изменению структуры поверхностного слоя шлифуемой детали, появлению тепловых деформаций детали, остаточных деформаций, прижогов и трещин, возникающих в процессе шлифования.
Прижоги и трещины возникают в основном при шлифовании закаленных стальных деталей, имеющих высокую твердость и прочность, или появляются на деталях, изготовленных из металлов с низкой теплопроводностью (например, жаропрочные сплавы). [4]
При шлифовании быстрорежущей стали опасность появления трещин значительно увеличивается, так как она имеет меньшую теплопроводность по сравнению с углеродистыми сталями."
Не помню откуда- ссылки не сохранилось.
В общем, существует миф, что "быстрорез красностойкий и потому точить механизированными средствами его можно более небрежно, так как что ему сделается", который демонстрирует полное отсутствие понимания этими мифотворцами, процессов происходящих при шлифовании и заточке.
А если учесть, сколько народу "затачивают" вовсе без СОЖ клинки из таких сталей, механизированными средствами и притом не озабочиваются оставлением припуска на снятие дефектного слоя и дальнейшей заточке по-людски, то неудивительно, что часто у новых ножей, кромка ведёт себя непредсказуемо, непонятно, стойкостью не обладает толком, и выходит на нормальные и стабильные показатели по стойкости, только после нескольких (!) переточек, уже по-людски.
Дневник geraskol
16-11-2017 17:36
Я на других посмотреть
комментарии: 1
понравилось!
вверх^
к полной версии
Я на других посмотреть