5 операция. Галтовка болванок
Операции галтовки предназначена для снятия заусенцев, которые образуются после обрезки облоя.
6 операция. Правка болванок
После штамповки и обрезки облоя болванка бритвы очень часто выходит искривленной. Перед дальнейшей обработкой болванки ее необходимо выправить.
Правка болванки производится в горячем состоянии. Эту операцию можно производить на тех же падающих молотах, на которых производилась горячая штамповка, но сила удара молота должна быть уменьшена.
Этой операцией технологический процесс производства болванки заканчивается и она поступает в цех механической обработки, где бритва проходит ряд операций грубой обдирки для подготовки ее к закалке и отпуску. Порядок обдирочных операций зависит главным образом от того, что принимается за базу и какой назначается процесс термической обработки клинка бритвы. -
В практике заводов, производящих опасные брнтны, довольно часто принимается описанный ниже порядок основных операций механической обработки.
7-я операция. Сверление отверстия под заклепку ручки
Сверление в хвостике бритвы отверстия под заклепку для ручки, производится на маленьком сверлильном станке, сверлом диаметром в 2,5 мм.
8-я операция. Обдирка болванок
При изготовлении опасных бритв встречаются два основных варианта последовательности операций шлифовки, которые придают основную форму клинку и подготовляют его к окончательным операциям полировки и правки.
По первому варианту болванка бритвы направляется в термическую операцию сейчас же после сверления отверстия под заклепку ручки. Таким образом только после закалки и отпуска болванку начинают шлифовать и придавать ей форму готового клинка бритвы, т. е. все шлифовальные операции ведутся на закаленном материале.
По второму варианту основные обдирочные операции производятся до закалки и отпуска клинков, результатом чего является снижение расходов на обдирочные работы и уменьшение опасности порчи клинков под влиянием местного нагрева при шлифовке.
Из-за трудности обработки закаленной стали расход шлифовальных камней, рабочей силы и энергии при обработке по первому варианту становится очень большим. Кроме того длительная обработка закаленной бритвы шлифовкой нередко приводит к порче изделия на какой-либо из операций.
Дело в том, что теплота, выделяемая при шлифовке и полировке, может вызвать местный нагрев полотна бритвы, в результате чего последняя получит дополнительный отпуск, твердость в этом месте понизится, и режущая кромка потеряет устойчивость. Понятно, что бритва, у которой твердость отдельных мест режущей кромки имеет резкие отклонения от нормальной, должна считаться браком.
Необходимость производства клинка по этому варианту вызывается тем, что закалка окончательно оформленного клинка представляет большие трудности очень трудно избежать закалочных трещин вследствие резкости перехода от спинки к полотну бритвы. Поэтому, хотя механическая обработка болванки в сыром виде требует меньшей затраты рабочей силы и энергин. опасность получения массового брака по закалочным трещинам при обработке по второму варианту часто заставляет вести технологический процесс по первому варианту.
Кроме того немаловажную роль играет то обстоятельство, что если при обработке по первому варианту поверхностный слой металла болванки по тем или иным причинам обезуглероживается, то при сошлифовке его можно все-таки получить в клинке режущую кромку достаточной твердости к устойчивости.
При работе по второму варианту наиболее трудной является операция закалки клинков, но пользуясь описанным ниже способом закалки, разработанным Институтом стали и основанным на изотермическом превращении аустенита, можно свести до минимума брак по закалочным трещинам. Если же эга осмовная трудность устраняется, то предпочтение несомненно нужно отдать второму варианту.
Грубую обработку выемки и спинки бритвы выгодно производить иа стальном диске. Известно, что гладкие диски при большой скорости вращения легко режут мягкие и твердые стали как в горячем, так и в холодном виде. Вращающийся с
Страховочный "ус", предназначен для самостраховки и крепится за различные точечные и линейные опоры. Для его изготовления используется только динамическая веревка толщиной 10 - 11мм.Кусок веревки длиной около 2 м, из которой будут делать страховочный конец, предварительно погружают на одни сутки в воду, чтобы потом она не укорачивалась при намокании. После замачивания, на обоих концах веревки делают по короткой петле. Петли вяжут узлом "восьмерка". В одну из них встегивают карабин, который может быть асимметричным и без муфты для легкого манипулирования при различных перестежках. Другая петля страховочного конца встегивается в MR гибкой подвесной системы. На расстоянии равной 1/3 длины страховочного уса от петли, предназначаемой для встегивания в карабин MR делается с помощью "узла среднего" ("бабочки") еще одна петля, которая служит для блокировки с помощью еще одного карабина гибкой подвесной системы со штурмовой промальпинистской площадкой. В случаях использования только гибкой подвесной системы, эта петля встегивается либо в карабин MR, либо в боковые силовые проушины.
Страховочный конец делается только из новой динамической веревки и сменяется новым после каждой плановой проверки гибкой подвесной системы, даже если ее внешний вид все еще отличный.

К сожелению в современных руководствах по альпинизму почти нигде нет разъяснения, почему узел правильный, а другой неправильный, как например это указано в книге Петко Недкова

Хорошего видео на русском языке о узле восьмёрка тоже нет. Все шифруются наверно мнят из себя крутых мастеров или обучают только за бабло. К великому сожалению вязать этот узел меня обучил американский солдат.
Узлы для привязывания веревки к открывающимся устройствам и открытым опорам (карабины, скальные выступы и т.д.)
Восьмерка. Этот узел чаще всего применяется для привязывания к креплению веревки d 10 и 11 мм. Его прочность до 55% (прочность узла)
При испытании узла для привязывания на обоих концах образца делают петлю данным узлом. Если испытывается узел для связывания веревок, он связывается между двумя кусками веревки, на других концах которых завязываются более прочные узлы).
Нагрузочный конец должен проходить по верхней стороне узла (рис. 32а). За счет этого прочность узла увеличивается на 10%. Прежде чем затягивать узел, витки надо положить параллельно один на другой, а не оставлять крест-накрест. Их неправильное расположение уменьшает прочность веревки.

Девятка (рис. 32б). Недавно вошел в практику. Это узел с самой короткой историей, но он все шире применяется в технике одной веревки. Самое ценное его свойство состоит в том, что из всех использовавшихся до сих пор узлов он имеет наибольшую прочность - до 70-74%. Это приводит к увеличению практической прочности веревки. Особенно целесообразно его применение для веревки d 9 мм, прочность которой с самого начала меньше прочности веревок d 10 и 11 мм.
Веревка в целом подразделяется на динамическую, статическую и вспомогательную. Динамические веревки применяют для страховки на маршруте при хождении с нижней страховкой. Статическая применяется для перил, при спасработах и в промышленном альпинизме. Вспомогательная веревка применяется для различных других целей, где возможные нагрузки значительно ниже по своей величине, чем в перечисленных выше случаях.
prEN 1891 требования для статических веревок.
Сила рывка должна быть меньше 6 kN при факторе рывка 0.3 и весе 100 кг.
Должна выдержать как минимум 5 рывков с фактором падения 1 и весом 100 кг, с узлом "восьмеркой".
Удлинение, возникающее от грузов от 50 до 150 кг., не должно превышать 5%.
Гибкость при завязывании узлов - как указано выше. Коэффициент гибкости (фактор 'K' = диаметр веревки / диаметр веревки внутри узла) - должен быть не более 1,2.
Смещение оплетки веревки относительно сердцевины - 2 м. веревки протягивают через специальное устройство 5 раз. Смещение оплетки веревки должна быть не более 15 мм.
Вес оплетки веревки должен быть не больше определенной доли от общей массы веревки.
Статическое усилие на разрыв - веревка должна выдерживать не менее 22 kN (для веревок диаметром 10 мм и более) или 18 kN (для 9 мм веревок), с узлом "восьмерка" - 15 kN.
Маркировка - на концах веревки указывается тип веревки (A или B), диаметр, изготовитель и EN, которому веревка соответствует. Полоса в центре должна показывать тип веревки (А или В), модель, изготовителя, номер и год изготовления.
Тип A
Тип A — используется для высотных и спасательных работ, а также для спелеологии.
[править]
Тип Б
Тип Б — верёвка меньшего диаметра и расчитана на меньшую нагрузку, чем верёвка типа А. Может использоваться только для спуска (дюльфера).






Ни рыба, ни мясо, [ни кафтан, ни ряса].
Собаку съели, [хвостом подавились].
Ума палата, [да ключ потерян].
Два сапога пара, [оба левые].
Дураку хоть кол теши, [он своих два ставит].
Рука руку моет, [да обе свербят].
Везет как [субботнему] утопленнику [баню топить не надо].
Ворон ворону глаз не выклюет [а и выклюет, да не вытащит].
Гол как сокол [а остер как топор].
Голод не тетка [пирожка не поднесет].
Губа не дура [язык не лопата].
За битого двух небитых дают [да не больно-то берут].
За двумя зайцами погонишься – ни одного [кабана] не поймаешь.
Кто старое помянет – тому глаз вон [а кто забудет - тому оба].
Курочка по зернышку клюет [а весь двор в помёте].
Лиха беда начало [есть дыра, будет и прореха].
Молодые бранятся – тешатся [а старики бранятся – бесятся].
Новая метла по-новому метёт [а как сломается - под лавкой валяется].
Один в поле не воин [а путник].
От работы кони дохнут [а люди – крепнут].
Пьяному море по колено [а лужа - по уши].
Пыль столбом, дым коромыслом [а изба не топлена, не метена].
Рыбак рыбака видит издалека [потому стороной и обходит].
Старый конь борозды не испортит [да и глубоко не вспашет].
У страха глаза велики [да ничего не видят].
Чудеса в решете [дыр много, а выскочить некуда].
Шито-крыто [а узелок-то тут].
Язык мой – враг мой [прежде ума рыщет, беды ищет].
Соболев Л.В.
Теория и практика точки инструментов
Лекция прочитанная студентам и врачам в Военно-Медицинской Академии в ноябре 1908 и 1910 года
Большей части врачей приходится испытывать нужду в острых режущих инструментах, но особенно сильно ощущается эта нужда хирургами и гистологами. Даже работающее в больших центрах врачи не могут похвастать своей обеспеченностью в этом отношении — инструменты сравнительно долго не возвращаются из точки и выточены они бывают не всегда хорошо. А мастера работают большею частью инстинктивно, не зная в точности, что именно требуется от данного инструмента, так как они сами не работают с ним. Правда, и огромное большинство работающих только бранит мастеров и не старается уяснить себе и мастеру при заказе, каким именно требованиям должен удовлетворять данный инструмента. Товарищи в провинции находятся в еще худшем положении, инструментов у них немного; пересылка инструментов для точки, и обратно, требует значительная времени. После однократной стерилизации и работы ножи большею частью в значительной мере утрачивают свою остроту. С гистологами дело обстоит еще хуже, для микротомных ножей требуется более тонкая точка, которая далеко не всегда удается мастерам, не имеющим вовсе понятая о приготовлении гистологических срезов; тупятся же эти ножи очень быстро. В конце-концов,многие думают, что точка инструментов представляет собою нечтоочень хитрое и отправляет свои инструменты в точку заграницу, хотя и там дело обстоит немногим лучше.
Скверная точка микротомных бритв мастерами заставила меня еще в бытность студентом испробовать самому точку их. Я сразу выточил микротомный нож не хуже мастера, а затем стал точить и лучше. Лучше потому, что я делал это сознательно, я уяснил себе сущность точки и действовал целесообразно. Как показал мне опыт, выучить других этому также вовсе не трудно. Мой ученик, служитель патологоанатомического кабинета, точит теперь даже лучше меня, постоянно занимаясь этим, и во всяком случае лучше, чем заграницей. Он знает и самую тонкую точку микротомных ножей, так как сам режет на микротоме. Кое-где в Земстве выученные мною хирурги точат сами ножи или выучили этому свой персонал.
Рассекающие инструменты действуют или по принципу клина, или пилы, а режущие инструменты, по тому и другому вместе. Клин раздвигает ткани, внедряясь своим остриём, пила вырывает тонкую полоску ткани своими зубьями и потому проникает вглубь. Для наименьшего повреждения ткани при этом требуется, чтобы клин был возможно острее, пила возможно тоньше и зубья пилы возможно мельче. Щеки, стороны клина тогда производят наименьшее давление при раздвигании, для раздвигания же требуется и наименьшая сила. При уменьшении же размера отдельных зубьев пилы до минимальных пределов вырывало ими частиц может вовсе или почти вовсе не иметь места, происходит лишь разделение, разрывание их.
Относительно проникания клина вглубь существуют известные законы, излагаемые в учебниках физики. Я не стану выводить формулы действия клина, а замечу лишь, что сила, действующая на спинку или обух клина, так относится к силе сопротивления, как ширина спинки клина к длине его щечки. Другими словами, — при одинаковом сопротивлении для успешного проникновения клина вглубь требуется применить тем большую силу, чем шире спинка и чем короче щечки, т. е. тем больше, чем тупее угол, под которым сходятся щечки клина, образуя острие его. Следовательно, для наименьшей затраты силы, которую тогда легче определить, и для наименьшего разминания тканей требуется, чтобы острие клина имело наименьшей уголь. Этому уменьшению положен однако предел свойствами и материала— стали, из которой изготовляются инструменты, и свойствами рассекаемых предметов. Так, тонкое и длинное острие клина будет очень быстро ломаться при твердой стали или загибаться при мягкой и тем скорее, чем тверже обрабатываемый предмет. Поэтому, для различных предметов и нужны инструменты из различного качества стали с различным клином. Эмпирически и установлен больший или меньший optimumэтих качеств для разных случаев. Так, инструменты для нежных мягких органов, не терпящих значительного насилия, как, напр., глаз, мозг, употребляются возможно тонкие, точенные под острым углом, ножи для обычных работ на коже, мышцах и т. д. точатся более круто (угол до 30°) и делаются толще. Наконец, действующий: уголь в 60° имеют долота, распаторы и т. п. инструменты, от
Из книги Артура Мёлера «Руководство парикмахерам» 1924 год
Что необходимо помнить - когда камень для заточки бритвы засалится его необходимо отмыть в бензине или другом растворителе.
Камни для заточки бритв бывают природного и искусственного происхождения (в оригинале сказано добываемые и фабричного производства). Природные или добываемые камни называют иногда пенные (мыльные), иногда гикори (гикори или хикори американский орех, похож на грецкий орех), иногда масленые. Этот природный камень добывают в Бельгии, пласты этого камня расположены глубоко под землей, этот камень находят в разломах (выходах породы на поверхность) и пещерах в этой стране. Бельгийский камень это геологическая формация получившееся из просачивающийся сквозь горную породу воды и появившееся на стенах пещеры в виде наплывов.
Бельгийский камень монолитный и двухцветный. Это потому что он выпилен из горной породы вместе с подстилающей породой. (На таких камнях переход желтого и темного слоя обычно волнистый).
Однако есть и другой вид камней, когда желтый и темный камни просто склеены между собой. Это значит, что темная часть камня была выпилена отдельно и просто используется как основание для усиления обратной стороны жёлтой или кремовой стороны камня, которая и используется для заточки.
Бельгийский камень в настоящее время менее популярен чем он был в прошлом. В основном потому что процесс заточки занимает больше времени, однако заточка на бельгийском камене дает более тонкую вытянутую кромку, чем более грубые быстроработающие камни.
Что необходимо помнить - зернистость камня можно проверить тактильно, ногтем по поверхности камня.
Темные камни известны как водные, их так же добывают в Бельгии и Германии. Это так же природные камни и бывают разной зернистости, и имеют названия - голубой, тёмно-голубой, зелёными, желто-зелёный, однако без сомнения являются лучшими камнями для начинающих, имеют очень мелкое зерно, и очень трудно переточить бритву, и ещё даёт возможность попрактиковать в заточке бритвы, без риска повредить бритву, как при работе на более грубых камнях, которые требуют больше внимания при заточке и наблюдать, как формируется режущая кромка.
Промышленные камни для заточки выпускаются разных видов. Некоторые из них сделаны с более мелким зерном, чтобы бритва затачивалась более медленно, а другие сделали средними или более грубыми, но ни один из выпускаемых искусственных камне не дает мягкой и острой заточки как природные камни.
Однако, это не следует отказывается от искусственных камней их можно успешно использовать для грубой заточки, и чтобы быстро заточить бритву, многие парикмахеры имеет комплект- один искусственный камень для быстрой грубой заточки бритвы и природный камень тонкой заточки бритвы.
Среди искусственных камней есть камень под названием Swaty,который выпускается в Австрии. Камень изготавливают из карбида кремния который также производится в Австрии, и отходив нефтеперерабатывающей промышленности. Камень выпускается под разными названиями. Я уверен что Swaty является наиболее подходящим и универсальным камнем для заточки бритв из искусственных камней.
2. Правка бритвы после бритья.
В инструкции к немецким бритвам Ханкель и Британским бритвам Хадон написано, что даже если после бритья бритву тщательно протереть сухой тканью, то на режущей кромке бритвы всё равно останутся мельчайшие капельки воды. Если вы возьмете микроскоп и посмотрите на кромку, вы их легко найдете. Эти мельчайшие капельки так же являются причиной коррозии режущей кромки и как следствие выкрошенная кромка бритвы, поэтому компании производящие бритвы в руководствах по уходу за бритвой рекомендуют после бритья сделать один - два круга на кожаной стропе. Я нахожу эту рекомендацию очень правильной. Однако в Японии нет традиции править бритву на кожаной стропе после бритья. Поэтому я настойчиво рекомендую выполнять правку после бритья. Эта процедура поможет сохранять стойкость режущей кромки бритвы. Я пытался вытирать лезвие бритвы замшей, но только растер капельки воды по всей длине лезвия бритвы, поэтому так лучше не делать.
3. Использование горячей воды.
После удаления капелек воды с поверхности бритвы способом описанным выше, на поверхности бритвы все равно остается влага, которая является причиной черных пятен на лезвие бритвы, которые называются мыльные пятна. Предотвратить появление этих пятен можно следующим способом. Полить или опустить лезвие бритвы в горячую воду, которая соответственно нагреет лезвие и после того как вы стряхнете остатки воды с поверхности лезвия горячее лезвие бритвы испарит все остатки воды. Многие волнуются, что горячая вода скажется на твердости металла однако это напрасное волнение, можно нагреть лезвие бритвы до 100 градусов при этом твердость металла никак не изменится.
4. Антикоррозийная бумага.
В Англии, создали своего рода бумагу, обработанную определенным химическим веществом. Это химическое вещество выделяет газ, который имеет эффект замедления процессов коррозии, так что если вы храните бритву в завёрнутую в такую бумагу, она не будет ржаветь. Это химическое вещество, известно под аббревиатурой "VPI" - "Vapor Phase Inhibitor", что значит "парофазный ингибитор".
Производители немецких бритв «Пума» кладут эту бумагу в пластиковые коробочки с бритвами, я заворачиваю свои бритвы и нихон камисори в эту бумагу.
Однажды я тестировалась эту бумагу, и сделал небольшой пакетик склеив две полоски вместе и в нём хранил бритву. Прошло 2 года или около того, ржавчина не появилась. Я настоятельно рекомендую именно так хранить бритвы даже если они ежедневно используются. Лезвие камисори может быть повреждено, если камисори хранить в пакетике из такой бумаги, поэтому лучше положить полоску бумаги на дно коробочки. Тем не менее, независимо от того, насколько эффективна эта бумага, если ваша бритва хранится влажной, то будет ржаветь, поэтому обязательно всегда хорошо высушивайте бритву.
5 . Антикоррозионное масло.
В прошлом, я храня бритвы я не использовал масло и после хранения через год или около того, я взял их, и они заржавели. Можно подумать, что если смазывать клинок хорошо, то бритва будет в безопасности, но что на самом деле это не так. Независимо от того, какие масла из нашего отечественного производства, минеральные или растительные вы применяете, бритва не будет полностью защищена от коррозии.
Но у американцев есть одно хорошая вещь. Существует масло, которое имеет в составе обычный свинец, хотя по виду, обычное коричневое масло.
В последнее время это масло есть продаже и производиться в Японии. Я хотел бы, чтобы это масло использовалось для машинок стрижки волос, ножниц и т.д. Применяя это масло и упаковывая бритвы в выше упомянутой бумаге, они могут пролежать на складе три года, без ущерба.
Однако, если любые
Коусукэ Ивасаки
"Заточка бритв и нихон камисори"
(Оригинальный текст К. Ивасаки 1963 года. Перевод с японского языка на английский выполнен Джимом Районом в 2011 году. Все права защищены и принадлежат Джиму Району. Английский перевод текста можно распространять по своей воле, в неизменном виде, но только в некоммерческих целях). Русский перевод только для чтения.
Часть 1. Подготовка инструментов
1. Нагура
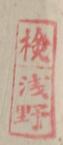
Использование черного камня Цусима, как нагура, вместо белого, который добывается в около деревни Нагура, уезда Китаситара в префектуре Айти, является ошибочным. В продаже встречается поддельный белый нагура. Поэтому нужно покупать камни со штампом красного цвета с надписью " Тестированы: Асано" [Смотри рисунок ниже].

О нагура я осведомился у профессора Н. Асано, он был старшим преподавателем факультета парикмахеров центра профессиональной подготовки префектуры Айти и жил рядом с местом, где добывают нагура, долгое время изучал штампы на камнях нагура и был знатоком нагура.
Существуют четыре основных типа нагура: ботан (ボタン), мэдзиро (目白), тэндзё (天上) и кома (コマили 细). Ботан имеет крупные частицы, и стачивает сталь хорошо, у тэндзё и медзиро более мелкие частицы. Поскольку нагура широко используются для стачивания выкрошенной кромки, заточки затупившихся инструментов, то грубые камни нагура высоко ценятся и таким образом несколько дороже стоят. У Кома нагуры частицы мельче, чем у ботан нагуры, и стачивает сталь быстро и качественно, кома нагура широко используется при полировке мечей, так же производители клуазоне покупают эту нагуру в больших количествах, так что кома нагура даже дороже, чем ботан нагура.
Ботан нагура иногда имеют небольшие черные включения, которые называют "песчаные глазки", в процессе работы с этой нагура, Вам часто будут попадаться много острых включений, поэтому нужно быть очень осторожным, использовать только одну сторону нагура и не использовать другие стороны камня.
Нагура являются видом кварцевого туфа, образовавшегося из спрессованного вулканического пепла, и поэтому один из недостатков нагура есть то, что камни хрупкие и очень часто при работе в суспензию попадают посторонние включения. Таким образом, использование нагура с острыми углами, может привести к тому, что кусочки нагура могут отколоться и попасть на поверхность камня и могут повредить кромку бритвы которую вы затачиваете, поэтому лучше всего у камня нагура округлять все углы . Кроме того, для предотвращения попадания частиц нагура с боковых сторон камня, нужно покрыть эти стороны нагура виниловым лаком под названием “Hone Coat”.
Салат Оливье по новому рецепту: Вкуснее, чем классический!
Традиционный салат Оливье является неотъемлемым атрибутом новогоднего стола. Классический салат Оливье готовится с колбасой, либо говядиной или мясом птицы, а сегодня приготовим это блюдо по новому, не стандартному рецепту, с использованием несколько других продуктов… ![]()
