Без заголовка
02-11-2021 20:49
к комментариям - к полной версии
- понравилось!
Это цитата сообщения Snumi Оригинальное сообщение
Оверлок 51 класс. Характеристики и настройка

Оверлок 51 класс, пожалуй, самая распространенная марка промышленная швейная машина, используемая в быту, в небольших ателье.
Техническая характеристика оверлока класса 51 и 51-А.
максимальная частота ращения главного вала 3500 об.\мин.; длина стежка 1.5...4 мм.; ширина обметывания 3-6 мм.; максимальная толщина обрабатываемых тканей 2.5 мм. Оверлок 51 класса отличается наличием дифференциального двигателя ткани, в машине класса 51-А - простая рейка. Проще это можно объяснить так, оверлок 51 класса может растягивать край обметываемой ткани, что делает шов эластичным, это очень важно для трикотажных тканей. Поэтому он может обметывать не только костюмные и пальтовые ткани, но трикотажные, бельевые. Внешне они абсолютно одинаковы, но наличие дифференциальной рейки намного увеличивает его возможности. В обеих машинах используются иголки типа 0029 - ( 60, 65, 75, 90, 100 )
оверлок 51 класс
Чтобы самостоятельно настроить оверлок, пожалуй мало инструкции, требуется опыт, мастерство. Правильное взаимодействие петлителей и иголки друг с другом происходит при соблюдении множества параметров, выставить которые, достаточно сложно не имея опыта. В данной инструкции к 51 оверлоку даны основные, которые могут служить вам лишь ориентиром при настройке.

 Главным ориентиром при настройке служит левый петлитель (нижний) L.
Главным ориентиром при настройке служит левый петлитель (нижний) L.
При опускании иглы в крайнее нижнее положение, он должен занять крайнее левое положение на расстоянии 4...5 мм от иголки. При подъеме иголки на 2,5-3 мм. образуется петля игольной нитки и носик левого петлителя, двигаясь вправо к иголке, в этот момент (на 1,5...2 мм выше ушка иголки) должен захватить образовавшуюся петлю. Зазор между лезвием петлителя и иголки должен быть минимальным - 0,05мм. Установить такой зазор можно, если ослабить винт крепления левого петлителя В, и осторожно повернуть к иголке в момент его подхода к ней. Добившись с нескольких попыток требуемого зазора, не забудьте затянуть винт В. Не ослабляйте слишком винт В, петлитель должен подаваться с небольшим усилием.
Захватив петлю, левый петлитель протягивает ее по своему лезвию, а навстречу ему движется правый петлитель R, чтобы войти в петлю левого петлителя.
Носик правого петлителя проходит по выемке с обратной стороны левого петлителя, максимально приближаясь к его глазку и лезвию одновременно. Если провести горизонтальную линию в этот момент, носик правого петлителя должен быть ниже глазка левого петлителя и зазор между лезвиями обеих петлителей должен быть 0,1...0,15 мм. Запутаться можно в этих терминах, но проще не получается... Теперь осталось, только иголке снять петлю с правого петлителя, и оверлок будет работать как часы.
При опускании иголки в петлю правого петлителя зазор меду ней и лезвием также должен быть 0,1...0,15 мм и расстояние между глазком правого петлителя и острия иголки (когда они на одном уровне) приблизительно 0,3..0,5 мм.
Правый петлитель не имеет регулировочного винта чтобы приблизить или отдалить его носик, он жестко закреплен винтом к площадке. Регулировка его происходит банальным способом: осторожным подгибанием в ту или иную сторону. Но левый петлитель подгибать нельзя.
Следует заметить, что существует только одно правильное расположение петлителей и иголки, при котором 51 оверлок будет работать безупречно. Все приведенные цифры являются лишь ориентиром при настройке оверлока, возможно некоторые параметры у вашей машины будут отличаться, все зависит еще от установки кулачка. Поворот его на 1-2 градуса приводит к изменению положения обеих петлителей одновременно, но чтобы не сломать петлители, данную регулировку следует выполнять только опытному настройщику.
Причиной внезапно появившихся пропусков может стать смещение игловодителя вместе с иголкой вверх, проверьте этот параметр в первую очередь. Возможно простым опусканием игловодителя (винт И) на 0,5-1,0 мм вы устраните пропуски.
Заправка ниток оверлок 51 класс.
Правильная заправка ниток является основным условием нормальной работы оверлока. Для заправки ниток используют пинцет.
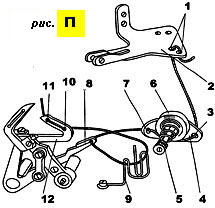

Сначала заправляют нитку правого(верхнего R) петлителя (рис. П): через два отверстия 1, между шайбами натяжителя 6 в нитеподатчик 8, под скобку проволочного нитенаправителя нитенаправителя 9 и в глазки петлителя от себя. От стойки с бобиной нижнего петлителя L (левого) нитка заправляется (рис. Л) в отверстие 1, далее в глазок нитеоттягивателя 3 и в отверстие нитенаправителя 8, закрепленного на крышке машины, через отверстие 9 и 10 в боковой крышке, далее через натяжитель 12, через трубчатый нитепроводитель 13, под нитеоттягиватель 14 и в глазки левого петлителя от себя.
Нитку иглы от стойки с бобины проводят (рис. В) через отверстия 1 в нитенапрвительной пластине 2, между шайбами 3 регулятора натяжения, отверстия 4 на левой стороне пластины 2 перед фасонным нитеоттягивателем 5, в глазок 6 нитеподатчика, закрепленного на поводке механизма иглы, между шайбами 7 натяжения и в ушко иглы 8 от себя.
оверлок 51 класс
Регулировка длины стежка оверлока(рис X).

Общее перемещение рейки происходит под действием эксцентрика, который регулируется двумя винтами, расположенными глубоко в корпусе. Крепится эксцентрик к главному валу машины овелока. В корпусе 1 имеется паз для прохождения в нем ползуна - эксцентрика 4, смещение которого приводит к изменению длины стежка (чаще, реже). Это смещение выполняется винтом 2 после ослабления винта 3.
Установка ножей - оверлок 51 класс.
Обрезку кромки сшиваемых тканей производят двумя ножами: верхним подвижным ножом 4, смонтированным на качающемся рычаге ножа 7, и нижним 11, который закреплен в колодке 12 на корпусе машины. Положение верхнего ножа 4 устанавливают в зависимости от ширины обметки. Верхний нож закреплен в держателе 5, который может переставляться в ушках рычага 7. Для перемещения ножа необходимо открепить отверткой винт 6 хомутика 10 на держателе 9 и передвинуть держатель в ту или другую сторону, в зависимости от ширины обметки. Для обеспечения нормальной обрезки материала верхний нож 4 своей плоскостью должен плотно, без ощутимого зазора, прилегать к плоскости нижнего ножа 11. После того как верхний нож 4 будет установлен в соответствии с необходимой шириной обметки, к нему подводят нижний нож 11, производят это перемещение колодки 12 посредством нижнего винта 14 с круглой накатной готовкой. Передний винт 13 на корпусе, закрепляющий колодку, предварительно освобождают отверткой. И нижний, и верхний нож может регулироваться также в вертикальном направлении после освобождения закрепляющих винтов: 8 для верхнего и 1 для нижнего ножа. Нижний нож устанавливают в колодке таким образом, чтобы его режущая кромка находилась на уровне игольной пластинки оверлога. Верхний нож устанавливают так, чтобы его режущая кромка перекрывала режущую кромку нижнего ножа приблизительно на 1 мм. При изменении ширины обметки приходится регулировать и положение пластинки 2 на нажимной лапке, освободив предварительно закрепляющий винт 3.
вверх^
к полной версии
понравилось!
в evernote
Это цитата сообщения Snumi Оригинальное сообщение
Оверлок 51 класс. Характеристики и настройка

Оверлок 51 класс, пожалуй, самая распространенная марка промышленная швейная машина, используемая в быту, в небольших ателье.
Техническая характеристика оверлока класса 51 и 51-А.
максимальная частота ращения главного вала 3500 об.\мин.; длина стежка 1.5...4 мм.; ширина обметывания 3-6 мм.; максимальная толщина обрабатываемых тканей 2.5 мм. Оверлок 51 класса отличается наличием дифференциального двигателя ткани, в машине класса 51-А - простая рейка. Проще это можно объяснить так, оверлок 51 класса может растягивать край обметываемой ткани, что делает шов эластичным, это очень важно для трикотажных тканей. Поэтому он может обметывать не только костюмные и пальтовые ткани, но трикотажные, бельевые. Внешне они абсолютно одинаковы, но наличие дифференциальной рейки намного увеличивает его возможности. В обеих машинах используются иголки типа 0029 - ( 60, 65, 75, 90, 100 )
оверлок 51 класс
Чтобы самостоятельно настроить оверлок, пожалуй мало инструкции, требуется опыт, мастерство. Правильное взаимодействие петлителей и иголки друг с другом происходит при соблюдении множества параметров, выставить которые, достаточно сложно не имея опыта. В данной инструкции к 51 оверлоку даны основные, которые могут служить вам лишь ориентиром при настройке.

 Главным ориентиром при настройке служит левый петлитель (нижний) L.
Главным ориентиром при настройке служит левый петлитель (нижний) L.При опускании иглы в крайнее нижнее положение, он должен занять крайнее левое положение на расстоянии 4...5 мм от иголки. При подъеме иголки на 2,5-3 мм. образуется петля игольной нитки и носик левого петлителя, двигаясь вправо к иголке, в этот момент (на 1,5...2 мм выше ушка иголки) должен захватить образовавшуюся петлю. Зазор между лезвием петлителя и иголки должен быть минимальным - 0,05мм. Установить такой зазор можно, если ослабить винт крепления левого петлителя В, и осторожно повернуть к иголке в момент его подхода к ней. Добившись с нескольких попыток требуемого зазора, не забудьте затянуть винт В. Не ослабляйте слишком винт В, петлитель должен подаваться с небольшим усилием.
Захватив петлю, левый петлитель протягивает ее по своему лезвию, а навстречу ему движется правый петлитель R, чтобы войти в петлю левого петлителя.
Носик правого петлителя проходит по выемке с обратной стороны левого петлителя, максимально приближаясь к его глазку и лезвию одновременно. Если провести горизонтальную линию в этот момент, носик правого петлителя должен быть ниже глазка левого петлителя и зазор между лезвиями обеих петлителей должен быть 0,1...0,15 мм. Запутаться можно в этих терминах, но проще не получается... Теперь осталось, только иголке снять петлю с правого петлителя, и оверлок будет работать как часы.
При опускании иголки в петлю правого петлителя зазор меду ней и лезвием также должен быть 0,1...0,15 мм и расстояние между глазком правого петлителя и острия иголки (когда они на одном уровне) приблизительно 0,3..0,5 мм.
Правый петлитель не имеет регулировочного винта чтобы приблизить или отдалить его носик, он жестко закреплен винтом к площадке. Регулировка его происходит банальным способом: осторожным подгибанием в ту или иную сторону. Но левый петлитель подгибать нельзя.
Следует заметить, что существует только одно правильное расположение петлителей и иголки, при котором 51 оверлок будет работать безупречно. Все приведенные цифры являются лишь ориентиром при настройке оверлока, возможно некоторые параметры у вашей машины будут отличаться, все зависит еще от установки кулачка. Поворот его на 1-2 градуса приводит к изменению положения обеих петлителей одновременно, но чтобы не сломать петлители, данную регулировку следует выполнять только опытному настройщику.
Причиной внезапно появившихся пропусков может стать смещение игловодителя вместе с иголкой вверх, проверьте этот параметр в первую очередь. Возможно простым опусканием игловодителя (винт И) на 0,5-1,0 мм вы устраните пропуски.
Заправка ниток оверлок 51 класс.
Правильная заправка ниток является основным условием нормальной работы оверлока. Для заправки ниток используют пинцет.


Сначала заправляют нитку правого(верхнего R) петлителя (рис. П): через два отверстия 1, между шайбами натяжителя 6 в нитеподатчик 8, под скобку проволочного нитенаправителя нитенаправителя 9 и в глазки петлителя от себя. От стойки с бобиной нижнего петлителя L (левого) нитка заправляется (рис. Л) в отверстие 1, далее в глазок нитеоттягивателя 3 и в отверстие нитенаправителя 8, закрепленного на крышке машины, через отверстие 9 и 10 в боковой крышке, далее через натяжитель 12, через трубчатый нитепроводитель 13, под нитеоттягиватель 14 и в глазки левого петлителя от себя.
Нитку иглы от стойки с бобины проводят (рис. В) через отверстия 1 в нитенапрвительной пластине 2, между шайбами 3 регулятора натяжения, отверстия 4 на левой стороне пластины 2 перед фасонным нитеоттягивателем 5, в глазок 6 нитеподатчика, закрепленного на поводке механизма иглы, между шайбами 7 натяжения и в ушко иглы 8 от себя.
оверлок 51 класс
Регулировка длины стежка оверлока(рис X).

Общее перемещение рейки происходит под действием эксцентрика, который регулируется двумя винтами, расположенными глубоко в корпусе. Крепится эксцентрик к главному валу машины овелока. В корпусе 1 имеется паз для прохождения в нем ползуна - эксцентрика 4, смещение которого приводит к изменению длины стежка (чаще, реже). Это смещение выполняется винтом 2 после ослабления винта 3.
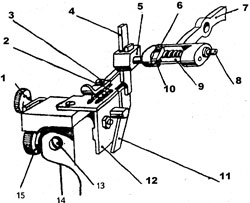
Установка ножей - оверлок 51 класс.

Обрезку кромки сшиваемых тканей производят двумя ножами: верхним подвижным ножом 4, смонтированным на качающемся рычаге ножа 7, и нижним 11, который закреплен в колодке 12 на корпусе машины. Положение верхнего ножа 4 устанавливают в зависимости от ширины обметки. Верхний нож закреплен в держателе 5, который может переставляться в ушках рычага 7. Для перемещения ножа необходимо открепить отверткой винт 6 хомутика 10 на держателе 9 и передвинуть держатель в ту или другую сторону, в зависимости от ширины обметки. Для обеспечения нормальной обрезки материала верхний нож 4 своей плоскостью должен плотно, без ощутимого зазора, прилегать к плоскости нижнего ножа 11. После того как верхний нож 4 будет установлен в соответствии с необходимой шириной обметки, к нему подводят нижний нож 11, производят это перемещение колодки 12 посредством нижнего винта 14 с круглой накатной готовкой. Передний винт 13 на корпусе, закрепляющий колодку, предварительно освобождают отверткой. И нижний, и верхний нож может регулироваться также в вертикальном направлении после освобождения закрепляющих винтов: 8 для верхнего и 1 для нижнего ножа. Нижний нож устанавливают в колодке таким образом, чтобы его режущая кромка находилась на уровне игольной пластинки оверлога. Верхний нож устанавливают так, чтобы его режущая кромка перекрывала режущую кромку нижнего ножа приблизительно на 1 мм. При изменении ширины обметки приходится регулировать и положение пластинки 2 на нажимной лапке, освободив предварительно закрепляющий винт 3.
Вы сейчас не можете прокомментировать это сообщение.
Дневник Без заголовка | IrinaNach - Дневник IrinaNach |
Лента друзей IrinaNach
/ Полная версия
Добавить в друзья
Страницы:
раньше»